In the process of building my 3D printer, I found out that most of the time is spent trying to get the extruder to work (maybe that is because I have the Cartesion robot part working already from the hobby CNC). I started with a QU-BD extruder kit and thought it should be a straight forward process. But it is anything but. In the process of getting it to work, I have been replacing this and that of the extruder. And the end result is something that is completely different and new.
Below is a picture of QU-BD extruder. It looks nice, but as discussed below per my experience, is not a good extruder design.

The key issue of designing a good working extruder is thermo control, i.e., to control the heat. The basic of extruder is very simple. There are two parts: a cold-end and a hot-end. The cold-end is the stepper motor and corresponding mechanics that drives the filament. The hot-end is basically a tube, with filament coming in on one side, molten plastic going out on the other. The side on which the molten plastic goes out is fitted with a nozzle, so the plastic is squeeze to form the printed parts. But how to squeeze the molten plastic out? It is driven by pushing on the incoming filament by the cold-end.
Below is a diagram for the hot-end of J-Head, a popular extruder used in many 3D printers.
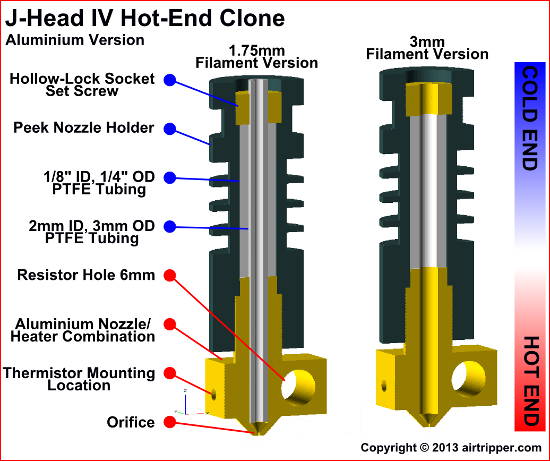
Because the tube is heated, so the incoming filament is getting heated while it is going down from top. As it is heated, it gets soften and also expand in size. Eventually, the filament is melt into molten plastic to be squeezed out. In physics and material science, this is called Glass Transition. Here lies the key of the extruder thermo design. If the filament is getting close to the glass transition too high on the tube, pushing on the filament will expand on the soften filament and push outward toward the wall of the tube. This creates a plug and prevented the force from doing downward to squeeze the molten plastic out. Thus created a jam.
To avoid these jam from happening, there are a few factors in play:
- Extruder temperature. Hotter set temperature would make the tube hotter, but it also makes molten plastic easier to be squeezed out.
- Thermo conductivity of the tube. More conductive material makes more section of the tube hotter.
- Feeding speed. Fast feeding can make filament going through the tube cooler.
- Heat shield and insulation. Radiation of the heat also plays an important role in thermo control.
- Other heat sources. The stepper motor can get really hot when run at high current.
- Cooling. Active cooling with a blowing fan.
A working extruder will find one of such point of above combinations for the extrusion to work continuously. However, a well designed extruder will have a wider range of combination and conditions for it to work well. In my experience, QU-BD extruder emphasizes too much on the all metal and turned out not be a good design. I will discuss in my next post what would be a better design of an extruder.
No comments:
Post a Comment